POWER SKIVING
Horn, con un'ampia gamma di utensili per la produzione di ingranaggi, è leader mondiale nel processo di skiving. Con il processo di skiving è possibile eseguire in modo estremamente economico ed efficiente ingranaggi esterni, ingranaggi interni, ingranaggi cilindrici e anche forme di denti speciali.
Power Skiving é una delle tecnologie che stanno rivoluzionando la lavorazione degli ingranaggi... L’evoluzione delle macchine utensili CNC e degli utensili in metallo duro ha reso il Power Skiving una soluzione sempre più diffusa nella realizzazione di dentature, grazie alla possibilità di ottenere elevata precisione e tempi ciclo significativamente ridotti.
/ I vantaggi più importanti dello skiving:
- tempi di lavorazione notevolmente più brevi rispetto alla stozzatura Fellow,
- utilizzo su centri di tornitura multitasking,
- esecuzione della dentatura sulla stessa macchina che esegue le operazioni di tornitura,
- produzione economica di diversi tipologie di profili dentati, come ingranaggi esterni o interni.
/ APPLICAZIONI DEL PROCESSO DI SKIVING
Il processo di skiving rappresenta una soluzione particolarmente efficiente nella lavorazione meccanica, soprattutto quando si tratta di produzioni in lotti medi e grandi; infatti, gli utensili di skiving sono progettati proprio per garantire elevata produttività e costanza qualitativa in questi contesti. Inoltre, tale tecnologia offre risultati particolarmente vantaggiosi e tempi di lavorazione ridotti, soprattutto nella realizzazione di ingranaggi interni, dove risulta più performante rispetto ad altre metodologie tradizionali.
Per ottenere queste prestazioni, è fondamentale l’impiego di centri di fresatura/tornitura caratterizzati da grandi dimensioni e da un’elevata rigidità; questi, infatti, consentono una corretta sincronizzazione tra il pezzo e il mandrino utensile, aspetto essenziale soprattutto nella lavorazione di moduli elevati. A ciò si aggiunge l’utilizzo di mandrini accoppiati e sincronizzati, supportati da software dedicati, che permettono di gestire con precisione il processo e ottimizzarne i parametri operativi.
Parallelamente, un elemento chiave per il successo dell’applicazione è il confronto con l’utilizzatore finale, finalizzato alla progettazione dell’utensile più idoneo e alla definizione del processo consigliato; questo avviene attraverso una preventiva verifica di fattibilità, indispensabile prima dell’implementazione. Infine, è importante sottolineare come il processo di skiving con utensili Horn possa essere facilmente integrato sia su macchine universali sia su centri di lavoro, garantendo così elevata flessibilità e adattabilità alle diverse esigenze produttive

/ SCELTA DELL'UTENSILE ADATTO: integrale in metallo duro integrale o inserti indexabili
Gli utensili Skiving in Metallo Duro Integrali sono convenienti fino a un modulo 2,5 - 3 mm. Per moduli superiori la Horn ha scelto di sviluppare utensili con inserti fissati meccanicamente su un corpo di acciaio. Questa tecnologia permette di ampliare la gamma di moduli eseguibili; si va da un minimo modulo di 0,5 a un massimo di 5, fino ad 8 in certi casi particolari, dipendenti dalla dentatura e dell’esecuzione (rif. figura M117). Utilizzando utensili integrali in metallo duro è possibile raggiungere livelli di precisione nell’ordine delle classi DIN 5–6, e in condizioni particolarmente favorevoli anche DIN 4.
Infine, per i moduli medio-grandi la Horn presenta utensili skiving costituiti da un corpo porta-inserti e dagli inserti che vengono fissati su una sede di precisione con una o più viti Gli utensili skiving Horn hanno il profilo rettificato in base alle caratteristiche del pezzo e al setup macchina e possono essere progettati anche in versione semi-topping. In molti casi i porta-utensili integrano sistemi di refrigerazione interna, che garantiscono un raffreddamento più efficace dei taglienti e contribuiscono a prolungare la durata dell’utensile.

IMG/ Coltelli HORN integrali WSA in Metallo Duro per moduli piccoli

IMG/ Utensili HORN WSR, WSA, M117 per lavorazione modulo da 0,2 mm fino a 8 mm
/ COME NASCE LO SKIVING
Più di un secolo fa, nel 1910, un ingegnere di origine prussiana, Wilhelm von Pittler, depositò un brevetto per la scanalatura degli ingranaggi, basato su un’idea all'epoca rivoluzionaria, ovvero su un processo di dentatura a rotazione continua. La tecnologia alla base di tale processo era talmente innovativa e complessa, che solamente l’avvento di centri di tornitura universali con mandrini sincronizzati e software ottimizzati, ha permesso allo skiving di trovare un largo impiego nella produzione moderna.
/ CINEMATICA E VELOCITA' DI TAGLIO
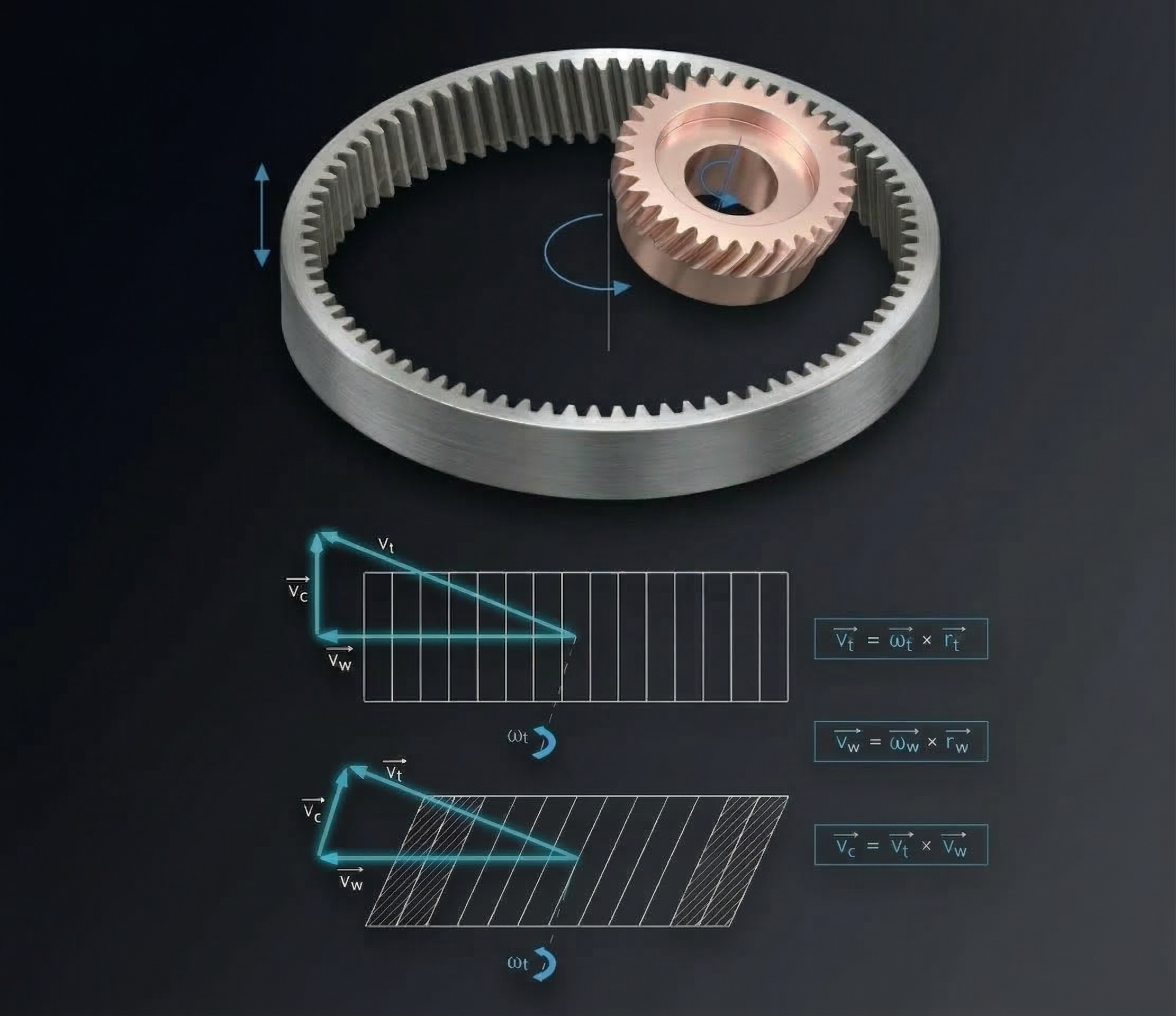
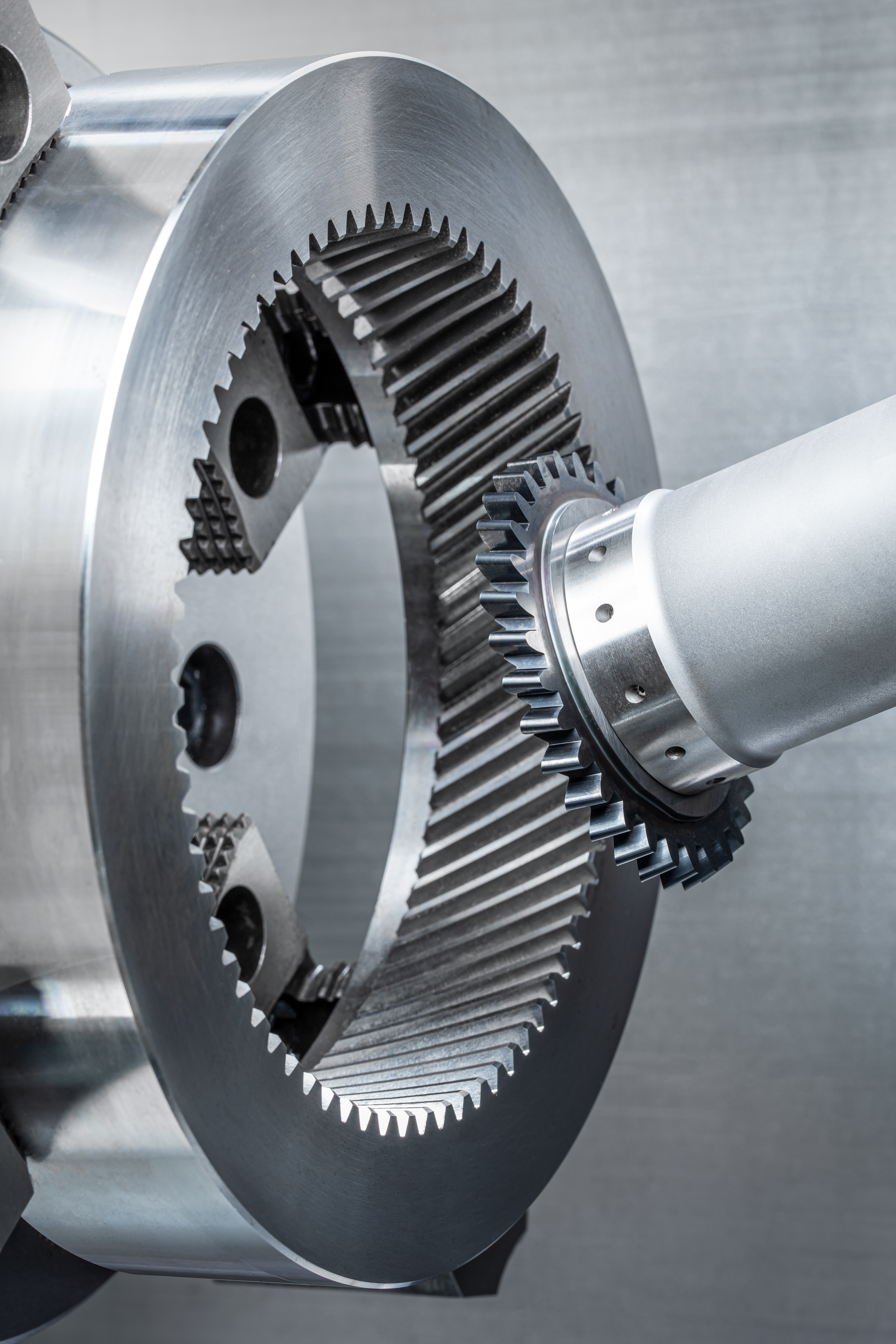
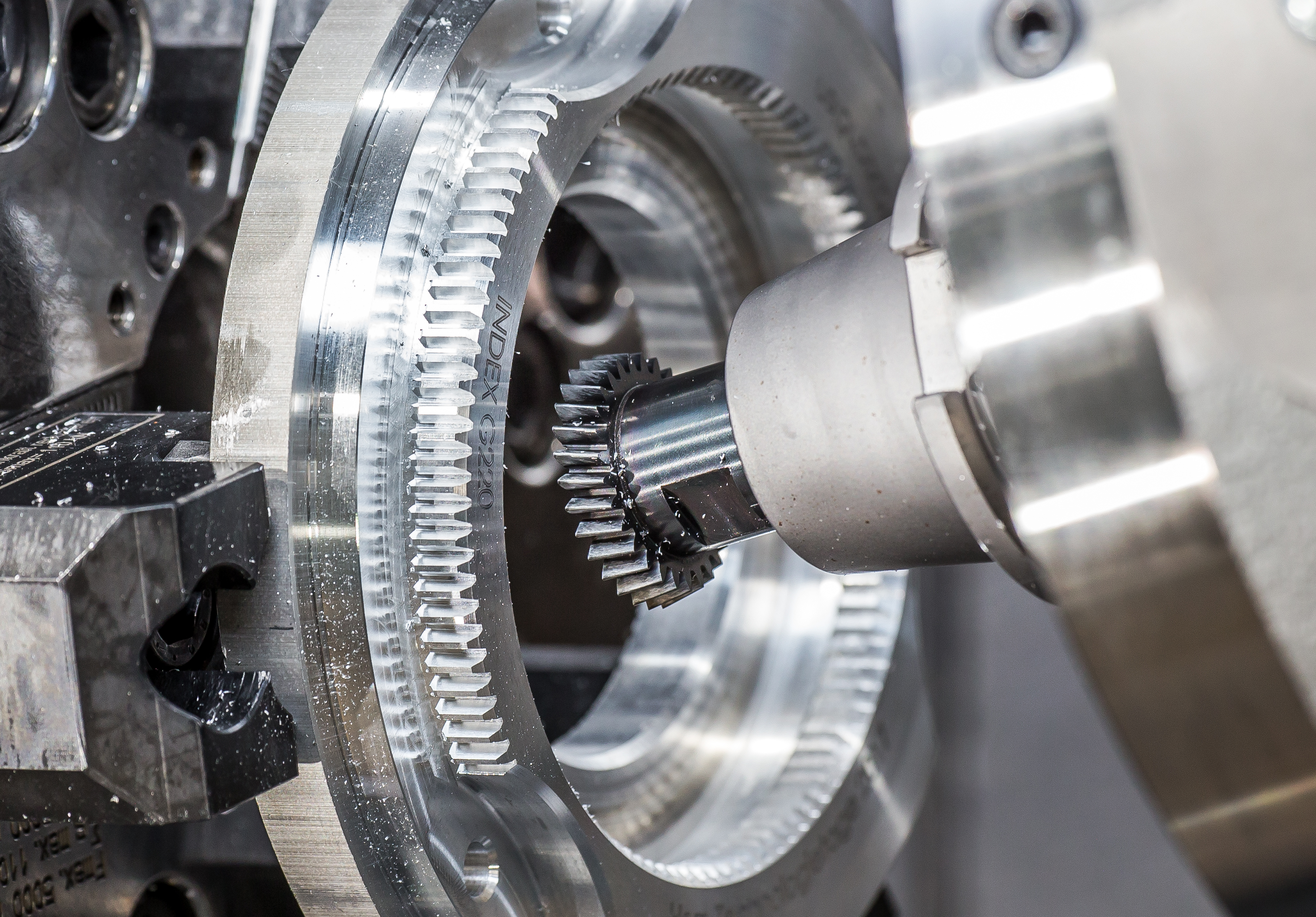
IMG/ Schema di posizionamento del coltello utensile rispetto all’ingranaggio in lavorazione; e indicazioni sulle velocità di taglio effettive.
Per comprendere a fondo il funzionamento del processo è utile analizzare la relazione tra le velocità coinvolte nella lavorazione.
L’avanzamento assiale dell’utensile nel Power Skiving è relativamente lento e viene misurato in millimetri (o frazioni di millimetro) per giro del pezzo. La velocità di taglio effettiva si genera dall’incrocio degli assi, in modo simile al processo di rasatura, ma con un angolo di incrocio maggiore: 10°–12° nella rasatura, 15°–20° nel Power Skiving.
Indicando con Vw la velocità periferica dell’ingranaggio e con Vt quella dell’utensile, la velocità di taglio Vc è la differenza vettoriale. Nel caso della lavorazione di ingranaggi a denti diritti, la relazione può essere espressa nella forma: Vc = Vt · sin Σ, dove Σ rappresenta l’angolo di incrocio tra gli assi dell’utensile e del pezzo, rappresentando quindi un parametro fondamentale per la generazione del processo di taglio. Nel caso di ingranaggi elicoidali, la relazione diventa: Vc² = Vt² + Vw² − 2 · Vt · Vw · cos Σ. Se gli assi sono paralleli (Σ = 0), la velocità di taglio risulta nulla. Tuttavia, nella pratica vi sono ulteriori componenti da considerare: come la velocità di strisciamento radiale che nasce dalla differenza tra il profilo dell’utensile e quello dell’ingranaggio. Per cui la velocità totale del processo deriva dalla somma vettoriale di questa componente con quella dell’avanzamento assiale dell’utensile. Per questo motivo, le formule riportate sono approssimative, ma forniscono un buon riferimento per comprendere la cinematica del processo.