Filettare in fresatura
Le soluzioni dei prodotti Horn per le esigenze di filettatura in fresatura (sia interna che esterna) sono riconosciute e vantano decenni di esperienza sul campo, supportata da un ritorno economico per il cliente non indifferente. La gamma standard copre praticamente la totalità dei filetti a norma (con inserti a stock), senza contare la possibilità di eseguire filetti speciali a richiesta.
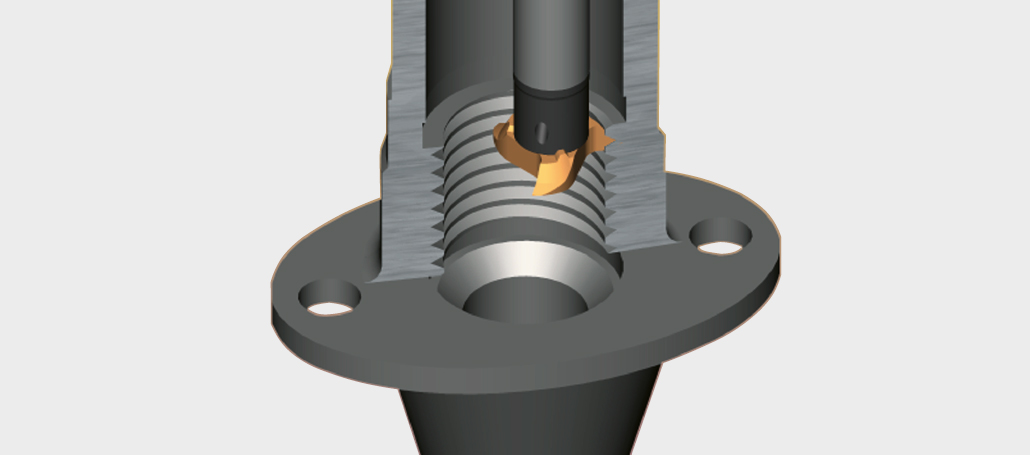
Il filettare Horn consente un'estrema velocità di esecuzione (anche se ogni filetto viene creato da un solo giro di passata) grazie alla geometria positiva del tagliente e alla rigidità del portainserto. Oltretutto, questo sistema a fresare consente di raggiungere filettature particolarmente lunghe. Con gli inserti a filettare in fresatura della Horn il profilo del filetto viene generato in una sola passata che giunge al fondo del profilo. Questo garantisce la tolleranza circolare del filetto, specialmente su acciai altamente legati.
Consigli utili:
- In fori ciechi si raccomanda di fresare in tiro per evitare che la fresa impatti nello strato di truciolo che si genera al fondo del foro.
- Il diametro della fresa non dovrebbe mai eccedere il 70% del diametro del filetto, per non rischiare un profilo fuori tolleranza a causa del ritaglio.