Tornitura in passata
Gli utensili per gole della Horn vi garantiranno l‘assoluta precisione dei profili e degli angoli, anche quando il tagliente in presa sarà sottoposto a forze in direzione trasversale. Un tagliente flessibile (cioé che si piega sotto le forze di taglio) potrebbe essere desiderabile in tornitura in passata, ma non è indicato per gole di precisione.L’utensile per gole non dovrebbe essere visto come una semplice sostituzione di un porta inserto con inserti ISO da tornitura (CNMG, TNMG...), ma, in certe operazioni, come nel caso di gole e tornitura, l’utensile per gole con inserti Horn tipo 229 può ridurre il numero dei cambi utensile e quindi offrire una riduzione del tempo ciclo.
Larghezza dell’inserto
Gli inserti con spessore 4, 5 e 6 mm sono l’ideale per la tornitura in passata. La forma e la rigidità del pezzo determinano lo spessore dell’inserto. Si consiglia di utilizzare sempre l’inserto con il più grande raggio disponibile.
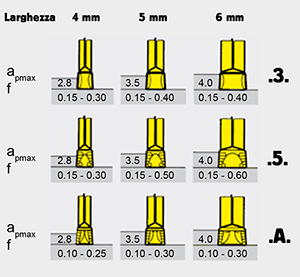
Profondità di passata in tornitura ap
Quando si esegue una tornitura in passata, la profondità ap dipende dalla larghezza dell’inserto, dal materiale e dalla rigidità del pezzo, la profondità massima dovrebbe essere limitata dalla lunghezza del tagliente.
Metodo di calcolo con approssimazione:
- ap max 3,0 mm= w x 0,7 oppure max
- ap min = raggio inserto (r)
Non bisogna assolutamente eseguire passate con profondità ap min inferiori al raggio dell’inserto. In tal caso si avrebbe una breve vita del tagliente.
Massimo avanzamento fmax Metodo di calcolo con approssimazione: fmax = w x 0,1
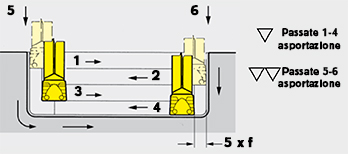
Quando si esegue una tornitura in passata tra due spallamenti, occorre sempre muoversi da uno spallamento verso l’altro. Una tornitura verso uno spallamento creerà un truciolo di difficile evacuazione e questo potrà causare l’eventuale rottura dell’inserto. Il modo di lavorare, quando si tratta di eseguire gole e di tornire in passata, raccomandato è quello indicato nella figura sopra.
La seconda passata e quelle successive devono lasciare sugli spallamenti un sovrametallo pari a 5 volte f. In tal modo si eviterà che il truciolo sia preso sotto il tagliente che avanza.
